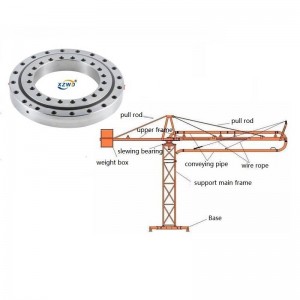
Xarici dişli döndərmə halqası olan ağır yüklü dönərli rulmanlar




Son və yorğunluq yükləri altında dişlilərin təmas və əyilmə gücü müvafiq olaraq ISO6336-1:2006, ISO6336-2:2006 və ISO6336-3:2006-ya uyğun olaraq hesablanmış və təsdiq edilmişdir.Sf 1.48-dir və dişli çarxların boşluqları radial tükənmənin ən yüksək nöqtəsi üçün tənzimlənir.fırlanan rulmandişli meydança dairəsi.Minimum diş boşluğu adətən 0,03 ilə 0,04x modul arasındadır və dişli dişli çarxların bütün çevrə üzrə dişli şəbəkəsinin boşluqları son bərkidildikdən sonra yenidən yoxlanılmalıdır.fırlanan rulman.
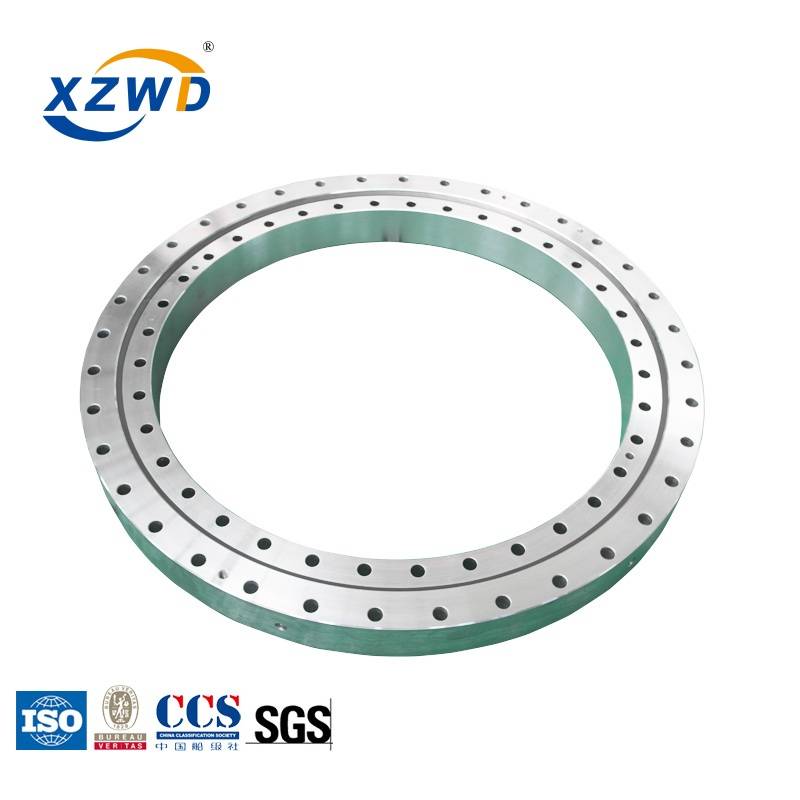
Tək cərgəli dörd nöqtəli kontakt top fırlanma halqasının daxili top emal dəqiqliyi və daxili yivli yolda emal dəqiqliyi yüksək deyil və ya yivli diyircəkli və boşluq toqquşmasında keyfiyyət qüsurları və sürtkü yağının olmaması, dönmə halqasının düzgün işləməsinə birbaşa təsir göstərir. və səs-küy, buna görə də dönmə üzük qüsurlarını yoxlayarkən, bəzən uğursuzluq tezliyini azaltmaq üçün topu dəyişdirərək.
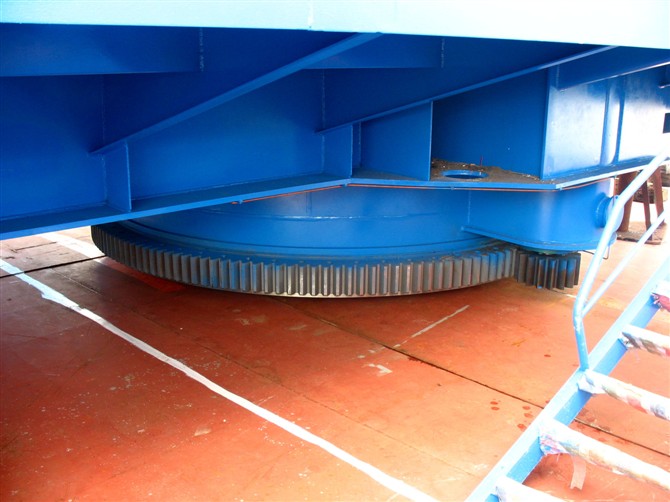
Uzun bir iş müddətindən sonra yük altında olan dişli səbəbiylə, meydança xəttinin yaxınlığında kiçik bir metal parçası və ya metal zolağı, metal çipləri çuxur və ya dişləyərək, çuxur və ya dişlərin əmələ gəlməsi olacaq.Dönən rulman dişinin səthi iş vaxtının artması ilə çuxurlaşır və genişlənir ki, fırlanan rulman torunun dişinin zədələnməsi, qüllə kranının fırlanma səsi və zərbəsi artır, metal hissəciklərə təsir dövrü və dönmə halqasının diş səthinin aşınmasını sürətləndirir, pis bir dövrə əmələ gətirir.Bundan əlavə, dönmə halqası mexanizmində başlanğıc mühərrikinin istehsalı və yığılması zərbə titrəməsi yaratmaq üçün öz qüsurlarına malikdir və sürücü təkərinin dönmə rulmanı ilə birləşmə prosesi qeyri-sabitdir, bu da titrəmə və reverberasiya səs-küyünün tezliyini artırır desibel.

Qaynaq keyfiyyəti standartlara uyğun deyilsə, qaynaq qüsurunun yenidən işlənməsi və yenidən qaynaqlanması lazımdır.Təmir zamanı qaynaq təmiri yalnız yeni qaynaq gərginliyi yaratmayacaq və emal edilmiş montaj səthinin hamarlığı da böyük təsir göstərəcək, eyni zamanda daxili yuvarlanan gövdə və dönmə halqası yolu vasitəsilə dönmə rulmanında yaranan qaynaq cərəyanı da təsir edəcəkdir. müəyyən ziyan vurur.Bundan əlavə, tələblər yerinə yetirilmədikdə, istehsal montajında, sancaqların yivlənməsinin sahədə quraşdırılmasında və boltun əvvəlcədən yüklənməsi zamanı montaj səhvləri də anormal səs-küy və ya şaqqıltıya səbəb ola bilər.
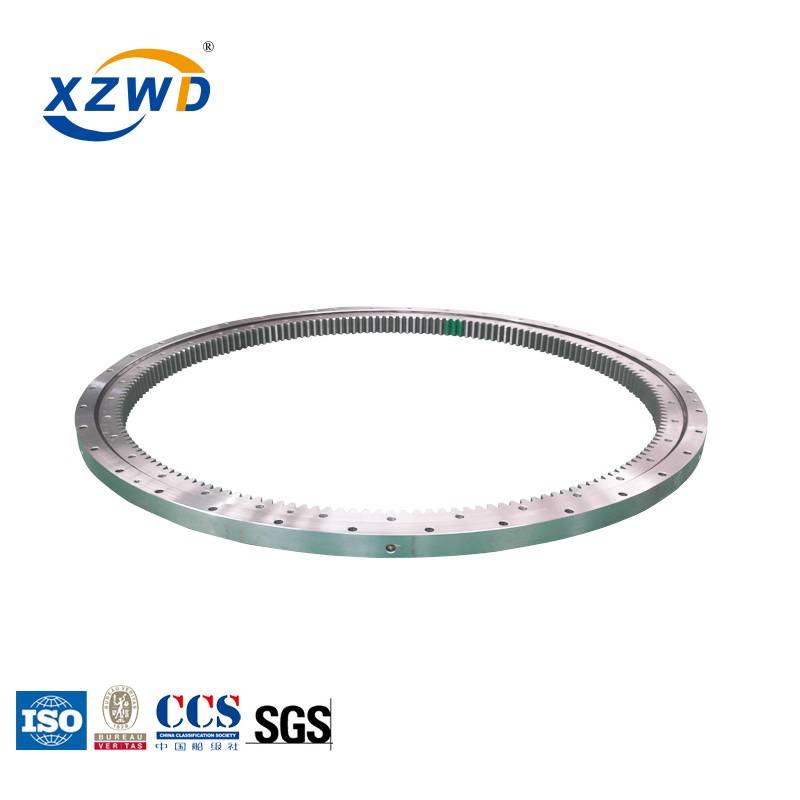
fırlanma halqasının əsas formaları xarici və daxili tipdir, böyük və kiçik dişlilər zəif torlanır, bəzən sıx, bəzən boşdur, dönmə halqasında diş maksimum mövqedən çıxır və çox sıx səs çıxarır.Beləliklə, istehsal prosesi çox vacibdir.Boş vəziyyətdə fabrikdən yenicə çıxan fırlanan rulman polad top yuvarlanan vahid səs çıxaracaq, bu normaldır.Belə ki, vahid normal zəng kimi başqa bir anormal böyük zəng ilə müşayiət anormaldır.Uğursuzluğun bir çox səbəbi var.
1. Bizim istehsal standartımız JB/T2300-2011 maşın standartına uyğundur, biz həmçinin ISO 9001:2015 və GB/T19001-2008-in effektiv Keyfiyyət İdarəetmə Sistemlərini (QMS) tapmışıq.
2. Biz özümüzü yüksək dəqiqliklə, xüsusi təyinatlı və tələblərlə uyğunlaşdırılmış fırlanan rulmanların R&D-yə həsr edirik.
3. Zəngin xammal və yüksək istehsal səmərəliliyi ilə şirkət müştərilərə məhsulu mümkün qədər tez təmin edə və müştərilərin məhsul gözləmə müddətini qısalda bilər.
4. Daxili keyfiyyətə nəzarətimizə məhsulun keyfiyyətini təmin etmək üçün ilk yoxlama, qarşılıqlı yoxlama, prosesdaxili keyfiyyətə nəzarət və nümunə götürmə yoxlaması daxildir.Şirkət tam sınaq avadanlığına və qabaqcıl sınaq metoduna malikdir.
5. Güclü satış sonrası xidmət qrupu, müştərilərin problemlərini vaxtında həll etmək, müştərilərə müxtəlif xidmətlər göstərmək.